3. Lösungsvorschlag
Aus den Ergebnissen der Vorpilotierung und den Erfahrungen des Ingenieurbüros mit Abwässern aus der milchverarbeitenden Industrie wurde im Anschluss die Umsetzung des neuen Abwasserkonzepts begonnen. Besonderes berücksichtigt wurden dabei die extrem beengten Platzverhältnisse des Milchwerkes Jäger, sowie die mit der Kommune abgestimmten Ablaufanforderungen.
Es stand dabei nicht im Vordergrund, sich komplett von der Einleitung in das Kanalsystem abzukoppeln und das gesamte Abwasser vollständig selber zu behandeln, sondern es wurde in Abstimmung mit der Kommune und unter Berücksichtigung der Anforderungen der kommunalen Kläranlage ein Gesamtlösungskonzept erarbeitet. Daher beschränkte man sich darauf nur die o. g. Abwässer aus der Brüdenkondensation sowie Molkepermeate komplett aufzubereiten und direkt einzuleiten, während die verbleibenden Produktionsabwässer dagegen nur über eine physikalisch-chemische Behandlung vorentfrachtet und weiterhin dem öffentlichen Kanalnetz zugeführt wurden.
Dieses Konzept hat den Vorteil, dass die für die kommunale Kläranlage besonders kritischen stickstoffreichen Abwässer komplett auf dem Betriebsgelände behandelt werden, aber die für die Auslastung der Kläranlage notwendigen Produktionsabwässer nach wie vor zugeführt werden. Außerdem besteht im Notfall die Möglichkeit das gesamte Abwasser dem Kanalnetz zuzuführen.
4. Gesamtkonzept und Umsetzung
Die Milchwerk Jäger GmbH hat zwei unterschiedliche Abwasserarten, für die verschiedene Behandlungskonzepte vorgesehen wurden. Zum einen handelt es sich um ein typisches und klassisches Produktions-abwasser aus der Käseherstellung, reich an Fett, Feststoffen und CSB, welches zunächst in einer 165 m³ fassenden Vorlage gesammelt wird. Ein installiertes Rührwerk sorgt für gute Durchmischung und Homogenisierung und damit eine gleichmäßige Belastung auf die folgende Abwasseranlage. Diese ist mit einer HUBER Druckentspannungsflotation HDF S 20 ausgestattet. Der Flotation vorgelagert ist die Abwasserkonditionierung mit Röhrenflockulator und zugeordneter Dosierung und Einmischung von Fällungsmittel, Flockmittel, sowie Säure, Lauge und Entschäumer je nach Abwasserbeschaffenheit. Das so vorbehandelte Abwasser-/Schlammgemisch wird in der Flotation mit dem luftgesättigten und entspannten Klarwasserrücklauf vermischt, wobei die entstehenden feinen Luftblasen mit den Feststoffen nach oben strömen und so für einen voreingedickten Schlammteppich an der Behälteroberfläche sorgen. Das nahezu feststofffreie Abwasser fließt über Strömungsleitbleche dem Ablauf zu. Der Schlammteppich wird mittels eines Oberflächenräumsystems abgezogen und dem Schlammablauf der Flotation zugeführt. Der Flotatschlamm wird dem Nassschlammspeicher zugeführt.
Der zweite Abwasserstrom kommt von der Kondensation von Trocknungsbrüden, sowie von der Eindickung und Aufkonzentrierung von Molken (sog. Molkepermeate). Dieses Abwasser ist relativ arm an Feststoffen und CSB, weist aber einen verhältnismäßig hohen Stickstoffgehalt auf. Dieser Stickstoff, aber auch der enthaltene CSB wird über eine zweistraßige Membranbiologie behandelt, wobei für eine effektive Denitrifikation und wegen dem niedrigen CSB-Gehalt Restmolke zugeführt wird. Über zwei HUBER Membranfiltrationen VRM® 30/18 RF – Maschinen werden maximal 80 m³/h gereinigtes Abwasser abgezogen und einem kleinen Vorfluter zugeführt. Zur Reduzierung der Belagsbildung der UF-Membranen werden diese regelmäßig mit Permeat aus der zweiten Straße zurückgespült, von Zeit zu Zeit mit Zudosierung von Reinigungschemikalien.
Überschussschlamm wird aus der Biologie abgezogen und der maschinellen Schlammeindickung zugeführt. Hierzu wird der Schlamm mit Polymer versetzt, auf den HUBER Scheibeneindicker S-DISC geleitet, dort gravitär eingedickt und im Nassschlammspeicher für eine regelmäßige Abholung zwischengespeichert.
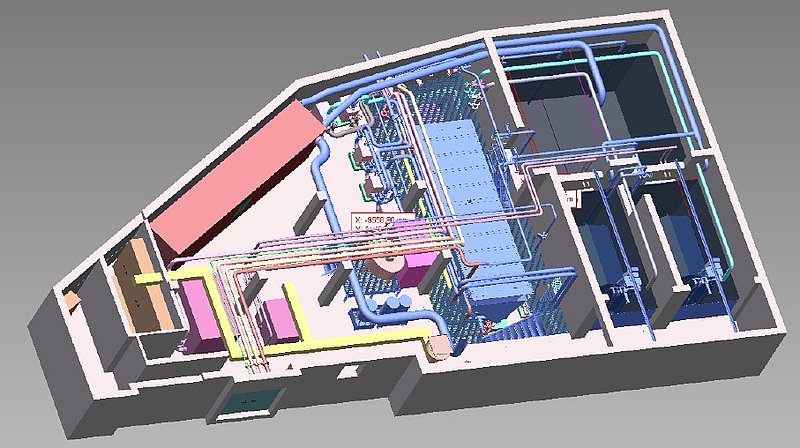
Aus Platzgründen ist die Gesamtanlage komplett unterirdisch ausgeführt und mittlerweile komplett verschlossen. Auf der Decke des Anlagenteils ist ein Mitarbeiterparkplatz errichtet worden. Die gesamte Abluft wird über einen Biofilter geführt um Geruchsbelästigung der direkt angrenzenden Anwohner auf ein Minimum zu begrenzen.
Das Milchwerk Jäger hat die gesamte Steuerungstechnik und das Prozessleitsystem selbständig nach eigenem Standard ausgeführt und automatisiert. Zur optimalen Regelung der Chemikalienzugabe in der Druckentspannungsflotation wurde erstmalig eine trübungsabhängige Steuerung der Chemikaliendosierung installiert. Dadurch soll der Verbrauch an Chemikalien – im Gegensatz zu einer reinen Volumenregelung – bedarfsgerecht an die tatsächliche Zulaufsituation angepasst werden.
In der Biologie kommt eine kombinierte Ammonium-/Nitratsonde zum Einsatz, um die Nitrifikations- und Denitrifikationszeiten optimal zu steuern. Aufgrund der starken Schwankung der Zulaufzusammensetzung werden so die Phasen bedarfsgerecht geregelt.
Die gesamte Anlagentechnik wurde im Herbst 2017 in Betrieb gesetzt, nach entsprechenden Einfahr- und Optimierungsbetrieb ist die Anlage seit Mitte 2018 im Regelbetrieb.